
¿Qué es el sobremoldeo (Overmolding)?
El sobremoldeo (a veces llamado "moldeo por superposición") consiste en un proceso de inyección donde un elastómero suave (como el TPE) se recubre sobre la superficie de otro material plástico rígido (generalmente un termoplástico rígido) para cumplir con requisitos de agarre, antideslizamiento, apariencia o refuerzo estructural. Los plásticos rígidos comunes incluyen ABS, AS, PP, PE, PC, PS, PA, entre otros, mientras que el material suave suele ser de tipo TPE-S o TPR.
Flujo del Proceso de Fabricación
Un proceso de sobremoldeo razonable generalmente incluye los siguientes pasos:
- Secado del material (Deshumidificación)
- Pretratamiento de la pieza rígida (posible desengrase o secado)
- Configuración de los parámetros de inyección
- Ajuste de la temperatura del molde
- Enfriamiento y desmolde
- Además, el sobremoldeo puede realizarse mediante moldeo de un solo paso (máquina de inyección de doble material/bicolor) o mediante moldeo por inserción de dos pasos.
Aplicaciones y Ventajas
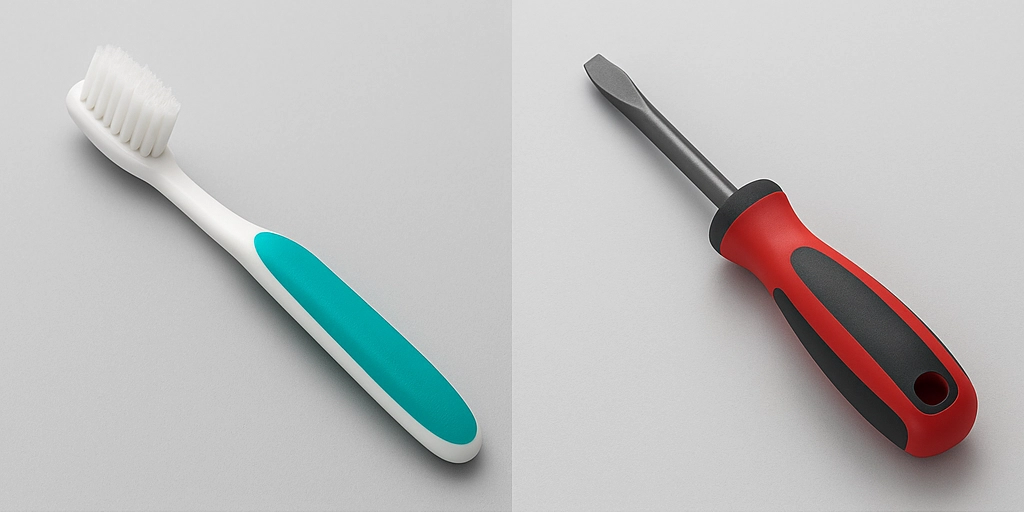
El sobremoldeo se aplica ampliamente en: mangos de cepillos de dientes, mangos de herramientas domésticas, equipos deportivos, mangos de utensilios de cocina, entre otros. Sus ventajas incluyen: excelente efecto antideslizante, tacto agradable, gran ergonomía de agarre, dureza y propiedades físicas ajustables, buena procesabilidad y alta sostenibilidad ambiental (cumple con estándares ROHS, REACH, etc.).
Problemas Comunes y Soluciones
A continuación, se presentan algunos problemas frecuentes y sus respectivas soluciones técnicas:
Deformación de la pieza rígida: Si la pieza rígida es demasiado delgada, puede deformarse bajo las altas temperaturas de la segunda inyección; si la capa de material suave es muy gruesa, su fuerza de contracción también puede causar deformaciones. Solución: Modificar la ubicación del punto de inyección o añadir costillas de refuerzo en el diseño de la pieza rígida.
Adhesión deficiente en zonas localizadas: Suele ocurrir en áreas donde el flujo de fundido tiene un recorrido largo o está lejos del punto de inyección. Solución: Aumentar la temperatura de inyección, mejorar la fluidez del material u optimizar el diseño del punto de inyección.
Exudación o afloramiento (Blooming): Puede deberse a problemas en el sistema de formulación del TPE, o porque el punto de inyección/canal es demasiado pequeño, el esfuerzo de corte es muy alto o el flujo estructural del producto es demasiado extenso, provocando delaminación o descamación (pelado). Sugerencia: Mejorar la compatibilidad y optimizar el sistema de mezcla de la formulación.
